

應用領域
Application Area

400-0757-678

手機:13823935587 (許總)
電話:0760-23119976
傳真:0760-23119976
地址:廣東省中山市南頭鎮同福中路39號第二棟4卡
座椅聚氨酯發泡機概述:
隨著人們對節能、環保、安全意識的提高,低霧化、低氣味的聚氨酯發泡已更多的要求使用到汽車內飾行業中去,這就促進了對新多元醇及胺類催化劑的開發以及發泡技術改進,以減少因聚氨酯發泡的揮發而引起的氣味等問題。我相信:隨著科技的進步發展,高性能、更安全、更健康的汽車座椅發泡產品在不久的將來會呈現在人們的視野中,而且聚氨酯發泡會運用到更多的領域。
1、工藝材料
聚氨酯是指高分子結構主鏈上具有多個氨基甲酸酯(--NHCOO--)基團的聚合物,中文名為聚氨基甲酸酯,簡稱聚氨酯,英文名 Polyurethane,簡寫為 PU。
PU 發泡材料的原料組成介紹:
A 組份(白料):多元醇組份 簡稱 POL
a.主料:聚醚/聚酯多元醇
b.交聯劑:二乙醇胺、三乙醇胺
c.催化劑:凝膠、發泡催化劑
d.表面活性劑:硅油
e.發泡劑:水、141b
其他:抗氧劑、阻燃劑等
B 組份(黑料)異氰酸酯 簡稱 ISO
a. 甲苯二異氰酸酯
2、汽車座椅發泡工藝
2.1 座椅發泡裝備
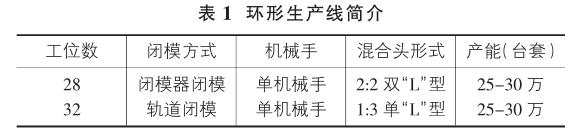
PU 環形發泡生產線由干部和濕部設備兩部分組成。
干部設備主要由模架車、閉模器、液電氣控制系統組成;濕部設備主要有高壓發泡機、計量系統、液壓站等。橢圓環形線具有工位多、換模節拍短等優點,目前座椅發泡工廠多采用環形生產線。
座椅發泡模具,因發泡需在一定壓力下進行,一般為鋁制模具,具有導熱性能好,不生銹,使用壽命長(30 萬件以上)。
2.2 座椅發泡工藝流程
①原料預混合:將高活性聚醚多元醇與小料(水或物理發泡劑、穩定劑、催化劑、交聯劑、硅油)按照配方比例進行預混合;
②高壓混合:A 組份與 B 組份通過計量泵將其送到機械手混合頭,在液壓作用下兩組份以高壓高速通過噴嘴噴射到混合室中,相互碰撞,以便充分混合;
③澆筑:設備通過 mobey 卡自動識別模具、原料壓力、計量信息,混合均勻的化料流出混合頭進入模具型腔內;
④熟化:被澆筑的模具通過閉模器進行合模,在一定的壓力下進行熟化成型;
⑤取模:操作人員取出模具內產品,檢查產品表面缺陷,并及時告知上工位產品缺陷情況,將產品放于破泡機上開孔作業;
⑥清模:操作人員清理模具型腔、分型面、氣槽、氣針內沾料及積蠟;
⑦噴涂脫模劑:利用霧狀噴槍往模具型腔表面噴涂脫模劑;
⑧嵌件:按照鋼線位置及尺寸規格選取正確鋼絲放置在模具鋼絲槽內;對應產品型號,拿取無紡布,將其掛在模具上型腔表面。







